全国服务热线
15069593567
山东腾旭金属材料有限公司
联系人:刘经理
手机:15069593567
手机:13656384965
电话:0635-6695318
网址:www.sdtengxu.com
地址:山东省聊城市东昌府区凤凰工业园
主要成分(GB/T 3190-2020标准):
铝(Al):余量
铜(Cu):3.8%-4.9%(核心强化元素)
镁(Mg):1.2%-1.8%(协同强化)
锰(Mn):0.3%-0.9%(细化晶粒)
其他元素:铁(Fe)≤0.5%、硅(Si)≤0.5%、锌(Zn)≤0.25%
国际对应牌号:
美国AA:2024
欧洲EN:EN AW-2024
国际标准:ISO AlCu4Mg1
| 性能指标 | T3(固溶+冷加工) | T4(自然时效) | T6(人工时效) |
|---|---|---|---|
| 抗拉强度 | 450-490 MPa | 470-510 MPa | 430-470 MPa |
| 屈服强度 | 310-345 MPa | 325-360 MPa | 290-330 MPa |
| 延伸率 | 10%-15% | 8%-12% | 5%-8% |
| 硬度(HB) | 120-140 | 130-150 | 110-130 |
高强度轻量化:比强度高,适用于减重需求场景。
耐疲劳性:抗循环载荷性能优异,适合动态结构件。
加工性:切削性能良好,但塑性较低(退火态O状态例外)。
耐腐蚀性:较差(Cu含量高易电偶腐蚀),需表面处理(如阳极氧化、喷涂)。
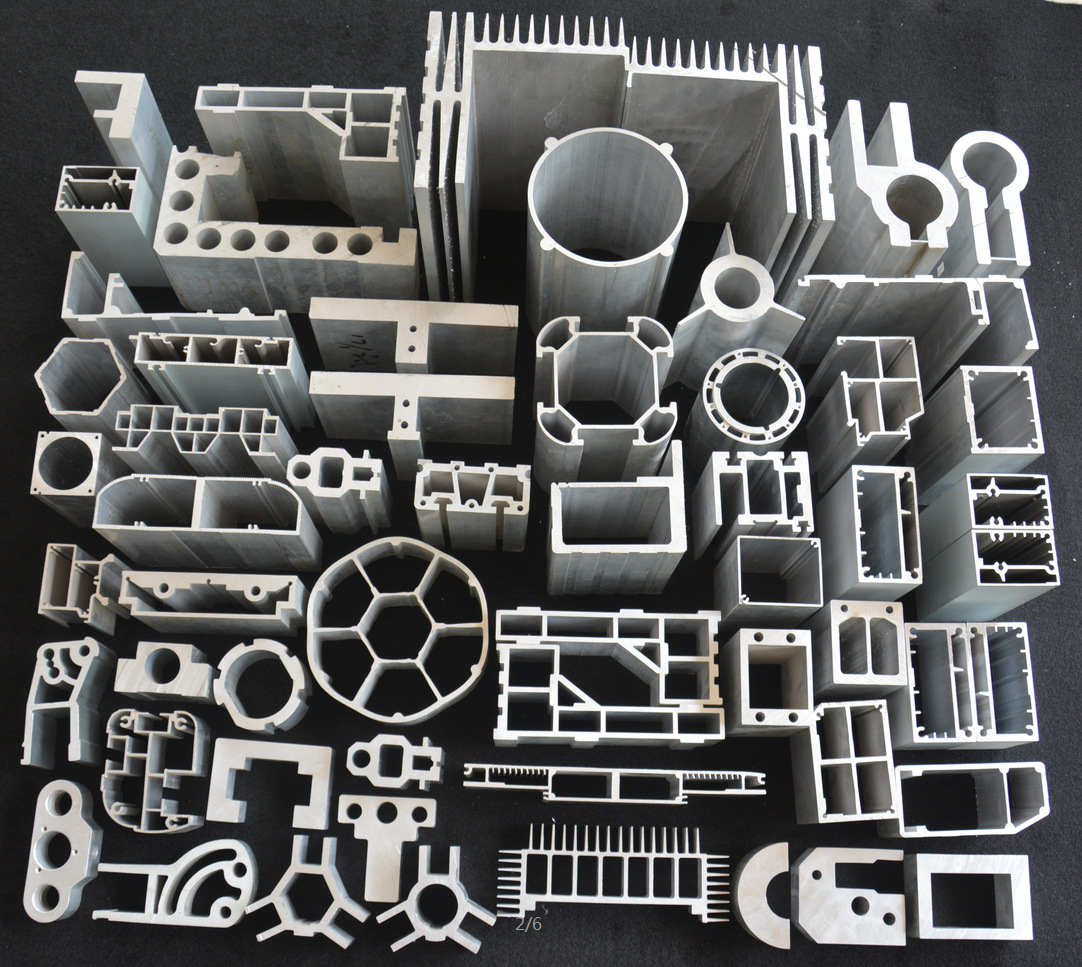
航空航天:
飞机蒙皮、翼梁、起落架部件(波音、空客广泛使用)。
军事装备:
装甲车结构、导弹壳体。
交通运输:
赛车底盘、卡车轮毂(需配合防腐处理)。
模具制造:
高应力注塑模具(T6状态硬度适用)。
冷加工:T3/T4状态适合折弯、冲压(退火态O态延伸率更高)。
切削加工:推荐硬质合金刀具,低速大进给减少粘刀。
难点:
焊接性差,易出现热裂纹(Cu/Mg偏析)。
解决方案:
焊丝选择:专用铝铜焊丝(如ER2319)。
方法:TIG焊(氩气保护),预热至150-200°C降低热应力。
焊后处理:重新固溶+时效恢复性能。
固溶处理:495-505°C水淬,使合金元素均匀溶解。
时效处理:
T3:冷加工后自然时效(室温放置≥4天)。
T6:人工时效(190°C×8-12小时)。
| 特性 | 2024(Al-Cu-Mg) | 7075(Al-Zn-Mg-Cu) |
|---|---|---|
| 强度 | 高(T3抗拉~490 MPa) | 更高(T6抗拉~570 MPa) |
| 耐蚀性 | 差(需表面保护) | 一般(优于2024) |
| 加工性 | 较好(切削性能优) | 较差(高硬度刀具磨损快) |
| 成本 | 中等 | 较高 |
| 适用领域 | 航空动态结构件 | 高载荷静态结构(如起落架) |
国内:
厚度0.5-150mm,支持T3/T4/T6状态定制。
进口选项:
美国凯撒铝业(Kaiser):高精度航空板材,符合AMS 4037标准。
腐蚀防护:
避免与不锈钢/碳钢直接接触,需绝缘处理或涂层隔离。
长期暴露于潮湿环境时,建议阳极氧化+封孔处理。
存储:
干燥通风环境,防止氧化发黑(Cu元素易氧化)。
替代方案:
若需耐腐蚀性,可选用2A12(国产类似牌号)或升级为7075。
高动态载荷:优先选择2024-T3/T4(如飞机蒙皮)。
静态高强度:7075-T6更优(如起落架)。
成本敏感场景:2A12(国产)可替代,但性能略低。

扫一扫关注我们
铝板|铝卷|花纹铝板价格|铝带铝皮|合金铝板厂家|山东腾旭金属材料有限公司 鲁ICP备2023004237号-1
手机:15069593567 13656384965 电话:0635-6695318 邮箱:sdtengxu@sina.com
地址:山东省聊城市东昌府区凤凰工业园